


In reply to maschinenbau :
I will be going from 2-1/8" to 2-3/4" over 12" length, x2.

In reply to maschinenbau :
I will be going from 2-1/8" to 2-3/4" over 12" length, x2.

Wait, hold on guys. Why are you using hose clamps? Wouldn't these be stronger and easier to tighten?


In reply to Mr_Asa :
Wow, that's brilliant! See this is why I wanted Angry to try it first. I suppose one advantage of the hose clamps is the large change in diameter you get while tightening. But once squeezed down, those exhaust clamps should hold the circular cross-section much better. I had to use my bench vise to "encourage" the cone to take a circular cross-section.
maschinenbau said:In reply to Mr_Asa :
I suppose one advantage of the hose clamps is the large change in diameter you get while tightening.
I can definitely get behind that idea. But still hose clamps feels like a solution, but not the solution, y'know? I'm gonna wander through McMaster Carr for a bit. See if anything jumps out at me
In addition to wandering through McMaster, I also visited Ace Hardware and Tractor Supply for some of my own projects. Best I could come up with was something kind of like a fence-post driver, but with varying sizes of pipe sections (like a 1-3/4" to 2" adapter?) that the driver would hit and drive down instead of a fence post.
Damn, it's been forever. I forgot how to weld. Seriously, I started off bad and only got worse.

Then on the next one I got pissed off and just held it at WOT because I'm an idiot.

so yeah, time for a cool glass of water and a good night's sleep. berkeley this garage right now.

Welding is one of those activities that require you be in "the zone" for best results. I freely admit that for 80% of my welds I am not there for whatever reason. But it is neat when I do get there.

Yeah, rage-welding isn't really a thing. Can't remember many times where more power and more anger have made my welds better.
I usually switch to a hammer on days like that.
So even when I'm not rage welding, the results are pretty terrible. I'm tired of working with junk. Need to get these headers finished!


Your welds have been amazing, over all. That last picture looks more like my good welds!
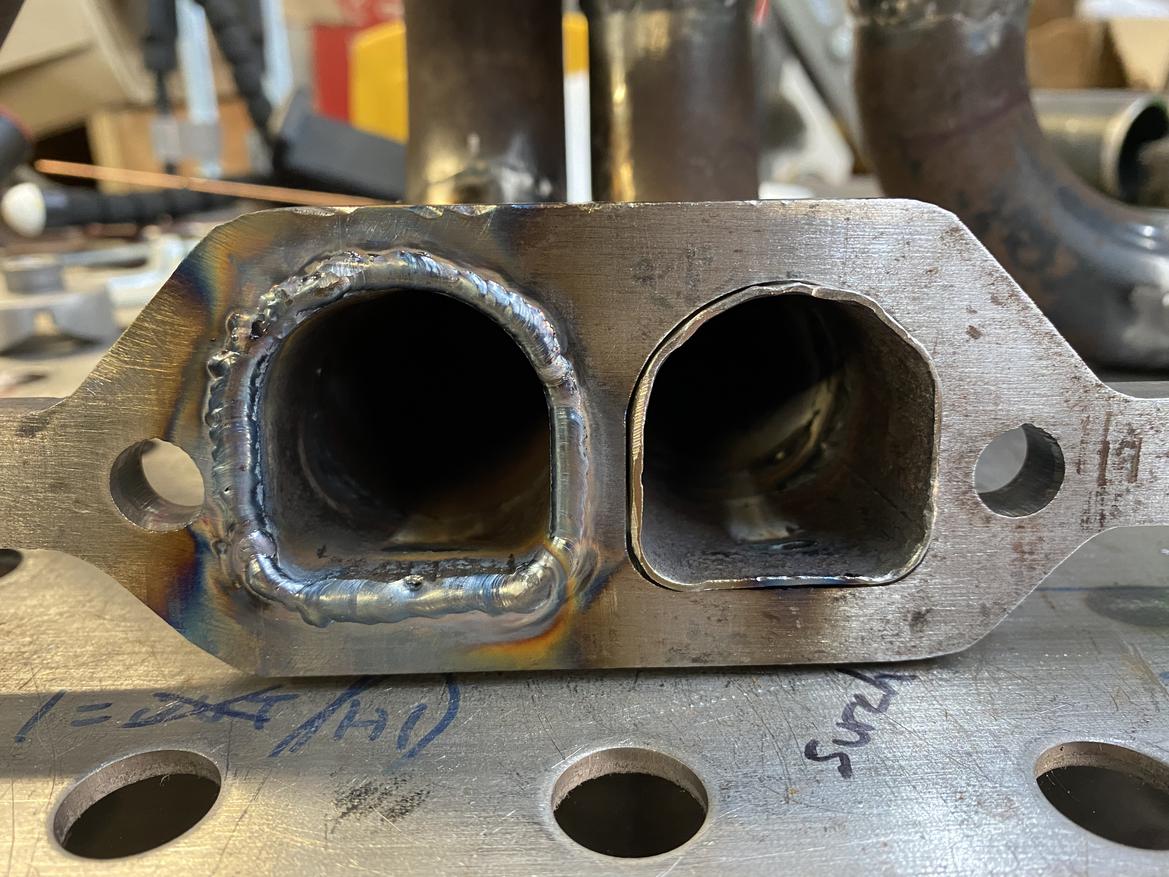
now with 100% reduction in rage. And perhaps this belongs in minor confessions, damn I was nervous about blowing through here and throwing away the last couple hundred hours of work.
second verse, better than the first:

.045" filler and less heat, focusing on keeping the torch on the flange side of the weld line.
Nice work, my man. Gonna do the other side as well, or just leave it as is?

0.045" filler was a huge step forward on the for the thin materials I find myself working with recently. I have been know to use stainless saftey wire for thin stainless too.
Mr_Asa said:Nice work, my man. Gonna do the other side as well, or just leave it as is?
Thanks! I'm going to do a little on the other side for added strength. Torch access to top of ports isn't good, and I have to be careful on the sides to stay away from where the bolt heads will sit.
AngryCorvair (Forum Supporter) said:Mr_Asa said:Nice work, my man. Gonna do the other side as well, or just leave it as is?
Thanks! I'm going to do a little on the other side for added strength. Torch access to top of ports isn't good, and I have to be careful on the sides to stay away from where the bolt heads will sit.
You may want to look at brazing rod for the outside of the joints. You have the tubes welded to the flanges inside, now you just want to add some reinforcement to the outside. The brazing rod will fill the gaps. Otherwise, leave the area near the bolt heads unwelded.
stafford1500 said:AngryCorvair (Forum Supporter) said:Mr_Asa said:Nice work, my man. Gonna do the other side as well, or just leave it as is?
Thanks! I'm going to do a little on the other side for added strength. Torch access to top of ports isn't good, and I have to be careful on the sides to stay away from where the bolt heads will sit.
You may want to look at brazing rod for the outside of the joints. You have the tubes welded to the flanges inside, now you just want to add some reinforcement to the outside. The brazing rod will fill the gaps. Otherwise, leave the area near the bolt heads unwelded.
That is a very solid idea. Nice.
stafford1500 said:AngryCorvair (Forum Supporter) said:Mr_Asa said:Nice work, my man. Gonna do the other side as well, or just leave it as is?
Thanks! I'm going to do a little on the other side for added strength. Torch access to top of ports isn't good, and I have to be careful on the sides to stay away from where the bolt heads will sit.
You may want to look at brazing rod for the outside of the joints. You have the tubes welded to the flanges inside, now you just want to add some reinforcement to the outside. The brazing rod will fill the gaps. Otherwise, leave the area near the bolt heads unwelded.
Still applied via TIG? I'm unfamiliar with, well, nearly everything about welding. ;-)
In reply to AngryCorvair (Forum Supporter) :
Brazing isnt welding. Temp is too low and it has dissimilar metals being joined
I would think you'd need a propane or MAPP torch to use brazing rod. It still requires flux to flow in order to get a good braze. Could be wrong, though.
What I do is weld the inside the flange with stainless rod and use silicon bronze filler rod with the TIG on the external flange side of the joint... obviously on stainless tubing. You could use mild steel rod inside on regular steel headers and silicon bronze on the external side. Reason for the silicon bronze is flexibility in the joint and keeps more heat *out* of the joint when welding as well, as its a much lower temp process, so it helps with negating "over penetration" for lack of a better word, and effects thr heat effected zone as well, by being much smaller with SilBronze... so its much less prone to cracking.
Set I made for a stroker direct injected LT1..



In reply to GaryC83 :
Those are pretty damn sexy, my man. From the weld pattern it looks like you didn't need to use flux?
In reply to Mr_Asa :
Thanks much.. and none needed with a silicon bronze filler rod designed for tig. Stuff works great. We use it all the time as well as on our turbo headers on the external flanges as well. Everything is back purged as its all stainless, but on mild its not necessary.
Gotcha.
Angry, I vote you do that. You know, cause you have so much spare time.
We buy the stuff from McMaster or our welding supply house, but this is convenient, as its readily available and most people probably have access to Amazon. I use 1/16" rod on header flanges and .035" stainless filler rod on my headers. Theyre all lap sanded obviously for a seamless look, then final welded into the flanges and collectors. These have a set of dual merge Y collectors, as they also have a set of 180 degree headers that slip into place as well, so either set can be run without changing anything other than the primary header tubes. Collectors and such stay in place. But anyway.... its a good way to go.
Burn up some scrap first as its kind of a weird process. Feel free to ask away if you do go that route and have any questions and I'll do my best to get you sorted.
In reply to GaryC83 :
outstanding info, thanks!
I knew difference in expansion rates would probably make welding both sides a not so good plan. I would hone never thought of brazing the outside. Brilliant!
Good looking piece of art ya have bolted on that stroker, by the way...
You'll need to log in to post.







