I’m swapping transmissions in my 280Z and need to modify my current bellhousing to fit the new transmission. There is one hole that needs to be enlarged from 54m to 62mm. This won't fit on my friends lathe so I'm curious if there was anyway to bore it out by hand. Since this is going to be a challenge car I’m trying to avoid paying a machine shop to so it. Any suggestions on what I could use to bore this out by hand?
There are some pictures of what I’m trying to do at the bottom of this write-up:
http://zhome.com/ZCMnL/tech/240SX5spd/Transmission2.htm
Thanks,

Nashco
UltraDork
11/16/12 4:06 p.m.
The accuracy required pretty much dictates a big machine tool is used. If you don't want to pay a machine shop, you better make friends with somebody who has one!
Bryce
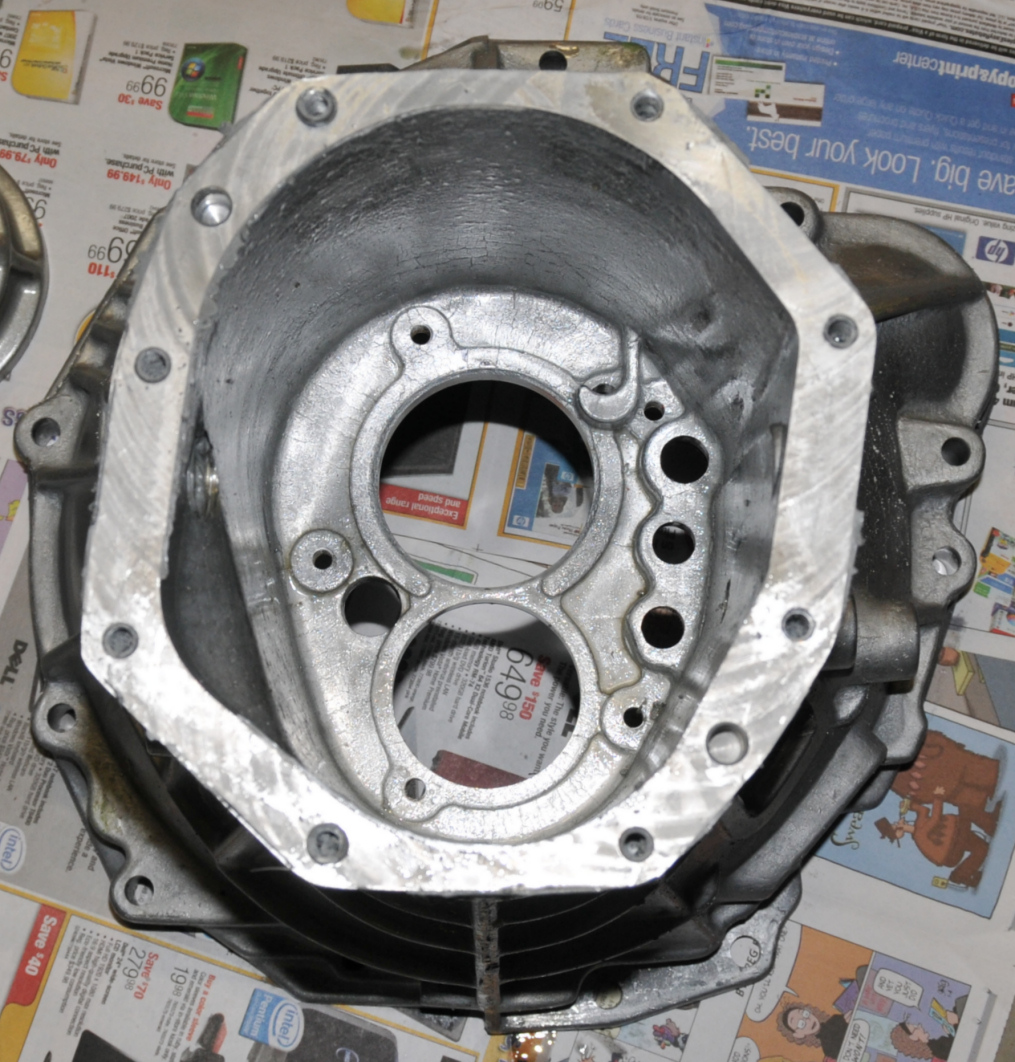
If I understand correctly, it's one of these holes you want to enlarge?
Don't do it by hand, it won't be straight or concentric. Find a friend with a Bridgeport or similar milling machine. Bolt the case to the table as you see it, then sweep the hole with an indicator to find the centerline. Use a fly cutter to open the dimension.
Dan
if it was mine, i'd take it to work and mill bore it on the cnc.
Ditto on the flycutter comments. Its the proper tool for the job and worth the $60 it would cost to have a local shop deal with it.
I would just take the interwebs directions and the bellhousing to a shop and let them have at it. For $100, all the holes will be right.

Vigo
SuperDork
11/17/12 9:30 a.m.
One thing that i dug up on the internet while looking at enlarging wheel hub bores was to use a router with a bit and a bearing where the difference in radius of those two was equal to the difference in radius you were trying to create, and not cutting to full depth so the bearing could use the existing hole as a guide. From there it would be fairly easy to finish the cut if you left only a thin area as a guide for the bearing.
I know that's hard to picture but that's the idea.
If you have access to one of those slick 2 axis add on CNC jobs on a bridgeport, you can open the hole up with nothing but an endmill, I bet a good machinist could do it in half an hour.
If you were in Fl I could probably do that in a few minutes on the CNC. It would take me longer to remove the vises from the table to set it up.
Find someone with a CNC mill and they should be able to do it.
J
914Driver wrote:
If I understand correctly, it's one of these holes you want to enlarge?
Don't do it by hand, it won't be straight or concentric. Find a friend with a Bridgeport or similar milling machine. Bolt the case to the table as you see it, then sweep the hole with an indicator to find the centerline. Use a fly cutter to open the dimension.
Dan
Mostly right. Clamp it, use a co-ax indicator to zero to center -
Use a boring head to machine the feature, not a fly cutter. A fly cutter is for cutting a nice finish on flat things. Like the tops of blocks and bottoms of heads.
Precise diameters are done with a boring head.
Boring:

Fly cutting:

In reply to PseudoSport:
I can do it. Holler.
motomoron (at) yahoo dawt komm

grpb
Reader
11/18/12 7:27 a.m.
novaderrik wrote:
we mill bore precision holes (within .001") at work on our ancient mid 90's Fadal cnc machines. the boring bar works, but is a pain to set up compared to writing a couple of lines of G code..
Not to nitpick, but someone might read this and infer that an etch-a-sketch (X-Y) methodology of making circular holes is just as good as nature's own (center-swept radius) and this is definitely not the case. That is why on a boring mill, the rough holes are all drilled, but the holes are finished to size by boring, to ensure both the hole true position as well as their own tolerancing with respect to circularity, etc.
Also, with respect to precision, a boring mill designed just for making accurate holes is expected to be good to the tenth and in modern machining, precision is considered to be the micron, but this usually requires grinding, not single point or edged cutting. Although for a press fit hole like this in a soft material that will deform significantly when the bearing goes in, precision is not as important as in a moving part that turns or which something moves in.
Pseudo Sport: Finished part looks good. Better to have found someone local to do it cheap because now you have an additional resource for the future.
This is definitely a job for someone with the proper tooling. The allowable runout on a transmission input shaft as compared to the crank centerline is generally something like .006, so that's pretty much out of the realm of hand tool accuracy.
Man, I was hoping that for a challenge car you guys were going to say I'd be fine with a 6 pack of beer and a die grinder  . Once I get everything apart I'll be dropping it off at the machine shop. Thanks for all your input.
. Once I get everything apart I'll be dropping it off at the machine shop. Thanks for all your input.



























