
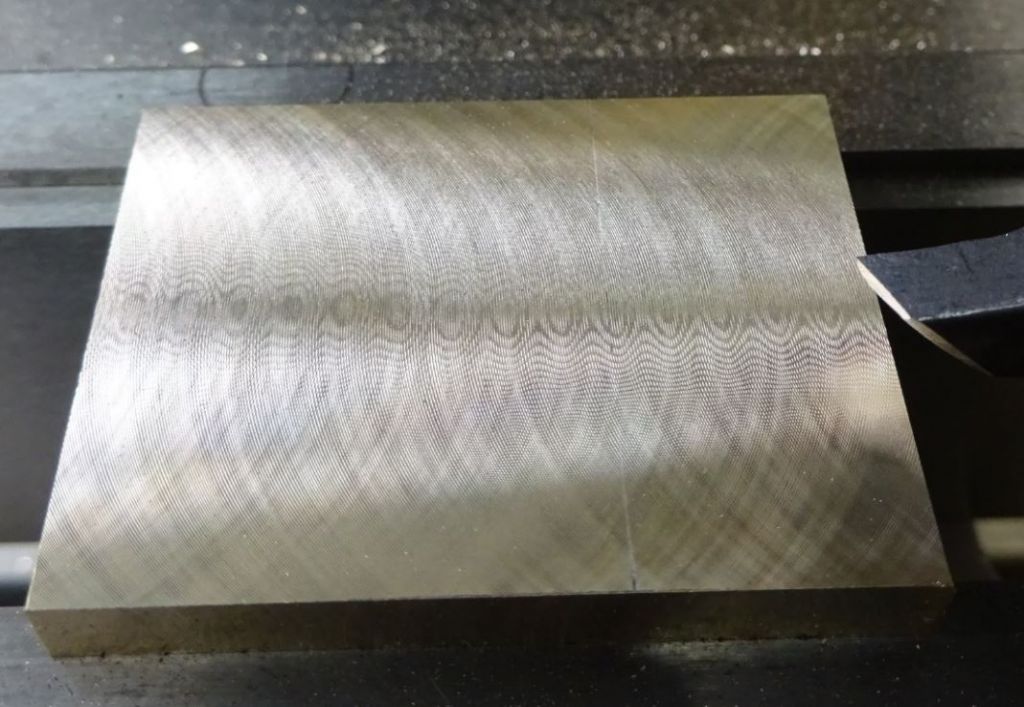
My son took his Hyundai Genesis 3.8 engine to a well known machine shop in Greenville, S.C. I am not familiar with aluminum blocks. All my Triumphs are good old cast iron. Peruse these photos and see if you think the surface as finished is OK. I almost crapped my pants when I saw it. Am I overthinking this or does this need to be dressed down some?
TLDR story
This shop has(had) an excellent reputation for rebuilding cylinder heads. They have done 2 for me. Happy happy joy joy. Last time i was there they told me they now can do all engine machining including boring engine blocks. I told my son about them. I asked a well known MG engine builder I know in Greenville and he suggested another shop. Before I could tell my son to take it there, he had already taken it to the first place. The final price was a good bit above the estimate AND they did not reassemble the long block which the estimate included. All the bearings are chinese. Their responses resemble that of a tow truck company. Live and earn I guess. 


That doesn't look good for an MLS gasket but it looks a hell of a lot better than the block I had decked 
He said that the liners mess with the bits, going across materials of different characteristics, and make getting a good finish difficult. At the machine shop where I used to work we would get proper finishes but we also had a CNC block machine and we charged a lot more than $200 to deck a block.
I say, I want to try to sand the deck smooth somehow before I use it.
Thanks Pete. I had pretty well convinced myself to trying to flatten it out. I had thought about the liners interfering with the process but I cannot see the liners. I know they are there.
Their bits may have also been messed up from a previous block. Depending on their flycutter there may be a dozen or more cutting bits on it. The CNC we used had only two, old school machines had many. All it takes is one sitting high or low to cause a bad finish.
Mine is so bad I don't think a composition gasket would seal well. And of course I assembled the short block with like $300 worth of single use bolts before dealing with it properly.
I hate to suggest it, since he already paid to have it machined once, but maybe consider taking by the other shop for a second opinion?
I feel like there's too much work involved in assembling and installing to risk a failure that could have been prevented.
Of course, 30 years ago my 20yo self would have crossed my fingers and bolted it together.
In reply to No Time :
I mean, I've covered worse sins with a lot of Copper-Kote on an MLS gasket...
Didn't feel good about it but it worked.

Tom1200
PowerDork
3/17/25 8:49 p.m.
In reply to Pete. (l33t FS) :
I'd take it to the other shop and have it cleaned up.
That is a crappy finish from a not well setup tool holder. I would not take it back to them.
I have a hand lapping tool that I would be willing to lend but its extremely heavy and probably too expensive to ship, but I can check.

SkinnyG
PowerDork
3/17/25 10:05 p.m.
I sent a warped alloy head in to a reputable shop to be milled. It came back looking like it was surfaced on a belt sander with 60 grit. I was not amused.

Trent
UltimaDork
3/17/25 10:31 p.m.
It looks off to me. Almost like it was gone over with a DA sander. There isn't a uniform flycut pattern. it seems too random. some of the arcs oppose other arcs
Uniform flycut pattern. Poor surface finish(chosen because it can be seen), but uniform
In reply to Trent :
That was my first thought, they cut it and already tried to make it look better. Or they resurfaced it with a belt sander.
It's really difficult to tell from pics, but I've been doing that stuff professionally for about 40 years and I don't really see a problem.
In reply to Peabody :
MLS gaskets like a finish that almost looks like the business side of a CD. It's so smooth that the machining marks look iridescent.
Have I gotten away with worse? Yes.
Was I biting my nails until it proved good in service? Also yes.
Have I taken it back apart because the machine shop screwed up the valve seats, and put it back together with a lot of Copper-Kote on the now used new head gaskets? Also also yes...
It's really hard to convey surface finish in photographs but I agree that doesn't look right. It also looks like it was hit with a DA sander as apposed to being milled. At the very least I'd confirm that it's flat with a straight edge before I made any decision about its usability.
If this was for me I would copper spray the mls and use it. Done it a lot bc for some reason getting good surface finish is hard. It shouldn't be. For a customer get it fixed.
That looks like a sanded (not milled) finish to me. Hard for me to really tell from the pictures, but the iron liner tops MAY be set below the aluminum head deck surface ... we're seeing that more and more these days, as the milling of both an aluminum deck surface and the tops of the cast iron cylinder liners is not an easy task. Milling insert materials and (more importantly) edge geometry that likes one of the those does not really like the other in simple terms. So, if the liner tops are below the deck surface, that would be a really easy milling cut pass to make successfully. Either way, I'd want to check flatness of what you have there with a qualified steel straight edge and feeler gauges. Betting you might find something not good in that regard ... a sanded surface probably won't be very flat.

Yeah, that's not been machined. That's been whiz-wheeled, the ubiquitous go-to to hide surface condition. Run far, far away. You can't trust anything that shop did. It's impossible to evaluate deck surface condition without a straight edge, and no one would ever whiz-wheel a fresh cut to make it a worse surface. The critical feature of decks is flatness, with surface finish as secondary and depending on head gasket type. Extra fun comes from the abrasive grit sprayed on, in & throughout the block. I've seen work like this out of a shockingly large majority of "engine machine shops", their common product being straight garbage. Even a stock engine put back together right might have a 50/50 chance of immediate destruction coming out of these kind of shops. Fun trick: they don't clean the oil galleys either, so even if you think it's all fine, the engine self-destructs on startup, or at least puts 200k miles of wear on the fresh bearings.
These have their place, but it ain't engine work:

MLS gaskets REQUIRE a super-fine deck finish typically attainable only with diamond cutters and high-end machinery. This is what a MLS-ready deck should look like:

SkinnyG said:
I sent a warped alloy head in to a reputable shop to be milled. It came back looking like it was surfaced on a belt sander with 60 grit. I was not amused.
I took a pair of rotors into an Advanced Auto to be turned. He brought them out and said they were too warped, I needed new ones. It was obvious he didn't come close to getting them seated square because it only turned on one half of the rotor. That is the last time I have ever had rotors turned.
SkinnyG said:
I sent a warped alloy head in to a reputable shop to be milled. It came back looking like it was surfaced on a belt sander with 60 grit. I was not amused.
I took a pair of rotors into an Advanced Auto to be turned. He brought them out and said they were too warped, I needed new ones. It was obvious he didn't come close to getting them seated square because it only turned on one half of the rotor. That is the last time I have ever had rotors turned.
SkinnyG said:
I sent a warped alloy head in to a reputable shop to be milled. It came back looking like it was surfaced on a belt sander with 60 grit. I was not amused.
I took a pair of rotors into an Advanced Auto to be turned. He brought them out and said they were too warped, I needed new ones. It was obvious he didn't come close to getting them seated square because it only turned on one half of the rotor. That is the last time I have ever had rotors turned.
SkinnyG said:
I sent a warped alloy head in to a reputable shop to be milled. It came back looking like it was surfaced on a belt sander with 60 grit. I was not amused.
I took a pair of rotors into an Advanced Auto to be turned. He brought them out and said they were too warped, I needed new ones. It was obvious he didn't come close to getting them seated square because it only turned on one half of the rotor. That is the last time I have ever had rotors turned.

In reply to spitfirebill :
Chucking up a rotor can be like half the time it takes to machine one.
This is probably why a lot of OEMs specified on car lathes only, when the technology became available.
Since it's also easy to get a horrible finish without a lot of hassle, they also say to just install pads without touching the rotors, or replace with the pads.
A poor surface finish feels absolutely horrible! No bite and a very long breakin period.
I will machine MY rotors, but it may take 15-20 minutes per rotor to get things acceptable. This also generally requires changing the bit at least once for every new surface, sometimes twice. Every bit comes with 6 cutting surfaces but they aren't very cheap.
There used to be a company that sold machining pads. They were brake pads that had a surface that looked like a broach, or maybe a very coarse monodirectional file. You put those on the car and drove it for a few blocks, then took it back in and installed the new pads. They might have even worked as advertised  . This was back when Japanese cars with captivated rotors were still common. Replacing a captivated rotor might have required replacing the wheel bearings, so it was kinda expensive unless you could machine the rotors on car somehow.
. This was back when Japanese cars with captivated rotors were still common. Replacing a captivated rotor might have required replacing the wheel bearings, so it was kinda expensive unless you could machine the rotors on car somehow.
APEowner said:
It's really hard to convey surface finish in photographs but I agree that doesn't look right. It also looks like it was hit with a DA sander as apposed to being milled. At the very least I'd confirm that it's flat with a straight edge before I made any decision about its usability.
Now youse guys have me thinking they didn't cut the head, just cleaned off the head gasket. I was quite aware that it didn't look like the typical milled block. Exactly why I posted this.
They say to only use a plastic scraper, of chemicals and rags, to clean MLS surfaces.
I use a high quality, wide carbide scraper (Goodson sells a nice one) with caution. Scraper is only used if I'm sure that it is flat to the surface so a corner can't dig in. I ignore "staining" on the surface from the old gasket and only strive to remove gasket material and corrosion. The scraper will remove those fairly easily without damaging the parent metal. Wipe the carbide frequently to remove debris that might scratch the deck.
The carbide -can- remove parent material from aluminum and even iron if you force it, too. It takes patience and a respect for the goals of the operation you are performing.
Pete. (l33t FS) said:
There used to be a company that sold machining pads. They were brake pads that had a surface that looked like a broach, or maybe a very coarse monodirectional file.
I thought those were called "Hawk Blues" :)




























