


I cannot seem to get my tig welding right.
I don't know if it is my gas, my settings, or that fact that I'm welding on a Suzuki forenza, but I need help.
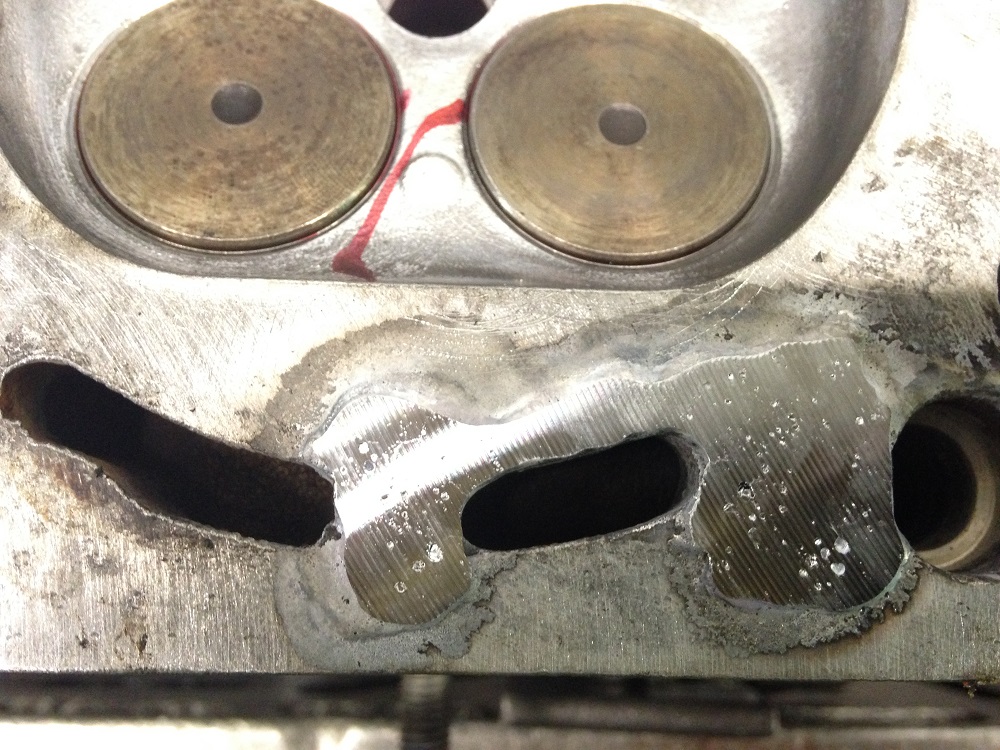
any ideas what causes these pin holes?

I cannot seem to get my tig welding right.
I don't know if it is my gas, my settings, or that fact that I'm welding on a Suzuki forenza, but I need help.
any ideas what causes these pin holes?

I have not done TIG, but in a MIG that's usually because of contamination. How clean did you get it?

Unless you're experienced welding large aluminum objects, I'd take it to a pro. The problem - at least partially - is that aluminum likes to be preheated, and an engine block is an enormous mass sucking away all the heat from the weld area. Frankly I'm impressed it's as good a weld as it is. If you must do this on your own, preheat the block to about 400 degress before starting, and make sure you have the right rod/wire, and clean the block surface like crazy.

It is contamination.
From the looks of the close-up, not nearly clean enough. Also, you need to be aware that fumes that come up from the passage will bring contaminants from whatever is inside the head.
Typical repair to an alloy casting will include a serious degrease, followed by a bake in an oven to "pre-cook-off" anything that is going to contaminate the shield gas, and finally a preheat to about 500 degrees or whatever you can get with a rosebud torch. Of couse this brings the added joy of welding on a hot casting and not burning yourself. Buy a "TIG finger" for your pinky.
If you need to get this done at home,a much better job of cleaning the welded surface, and a rosebud torch to cook-off the fumes that are going to come from within. Heat it and keep heating until stuff stops smoking. You could maybe put the casting in the wife's oven on the clean cycle? I won't tell.
Thanks for the fast reply.
Take all of those suggestions and try again. You'll get it.

If it still looks like this, it might just be the impurities in the casting. ![]()

The advice posted here is spot on. Aluminum needs to be surgical clean even when you're working with new material. Keep in mind that you're working with something that has been in a pretty contaminated environment all its life and is a pretty porous casting to boot.
Welding any cast metal is like trying to weld dirt. It kinda sucks.
All that said, don't expect to get it perfect in one pass. You'll have to make multiple attempts to get all the pinholes filled, but you'll cover them all eventually.
I find that I have a beautiful glossy weld on top, but once I machine it down it looks like ants live inside.
If you bake it clean you'll probably get a lot of the impurities that are hiding inside, and on the other side of that casting.
In the back of your mind you should always be weighing the option of getting a new cylinder head. My point is that we can become so "target fixated" that we'll go way out off the edge of the cliff to make something work, when it would have been best to change course earlier. We've all been there...

Heads live their lives covered in gasoline and oil, it gets into every little pore. When you heat it, the junk comes bubbling out. Pre heating the head will help. Argon is good, but a Argon/helium mix will burn a little hotter. This may help. http://www.enginebuildermag.com/2009/08/tig-welding-aluminum-heads/

Forgive me if this is a dumb question.
I'm assuming that it will be a disassembled bare head. Can you damage the head by heating it to 500* or so in an oven? In normal operation most of the head is nowhere near that hot. I'd be worried that the valve guides, or maybe even seats would get loose.
FWIW, I've seen an aluminum head that was cracked repaired by welding, and the repaired area looked like better metal than the surrounding metal.
You'll need to log in to post.

















