
Speaking of V12: http://www.enginelabs.com/news/dyno-video-homebuilt-8000-rpm-552ci-ford-cleveland-head-v12/
While engines from Ferrari, Lamborghini, Jaguar and other European automakers were routinely classified as “exotic” during the ‘60s and ‘70s, it’s rather awkward trying to define a comparable American powerplant from that timeframe. Of course, “muscle” was the predominant characterization of the popular and iconic big-block V8s built here in the colonies, and certainly those manufacturers across the pond will never be confused with torque and huge displacement in their engines. But why didn’t domestic automakers strive for high-revving V10 and V12 engines for their halo vehicles or even racecars?
“It would have been so easy for any of the Big 3 automakers to build a decent V12 to compete with Ferrari in those days,” says Jan Baker, a longtime engine builder based in Georgia who took matters into his own garage and built the 552ci Ford small-block V12 seen in the accompanying video from Horsepower Monster. “And I decided to do it with old-school technology.”
In other words, this is the engine that could have won at Le Mans in the Ford GT40 Mk IV instead of a 427ci FE engine. It pumps out nearly 700 horsepower and carries its distinctive odd-fire melody past 8,000 rpm. It’s built to run.
The thought of beating Ferrari at its own game wasn’t Baker’s inspiration for building a cast-iron V12 in his garage. While working out of an engine shop called Torque-Man Enterprises in the ‘80s, Baker was approached by a customer seeking to build a V12 engine to compete in a new IHRA dragster class.
“That got me to thinking that it was feasible,” remembers Baker.
The class and the customer soon faded away, but watching clips of Ford trouncing Ferrari to win the 24 Hours of Le Mans revived that first inspiration. Baker then grabbed a tape measure and laid down a pair of Mexican-cast 302 blocks nose-to-tail on the garage floor.
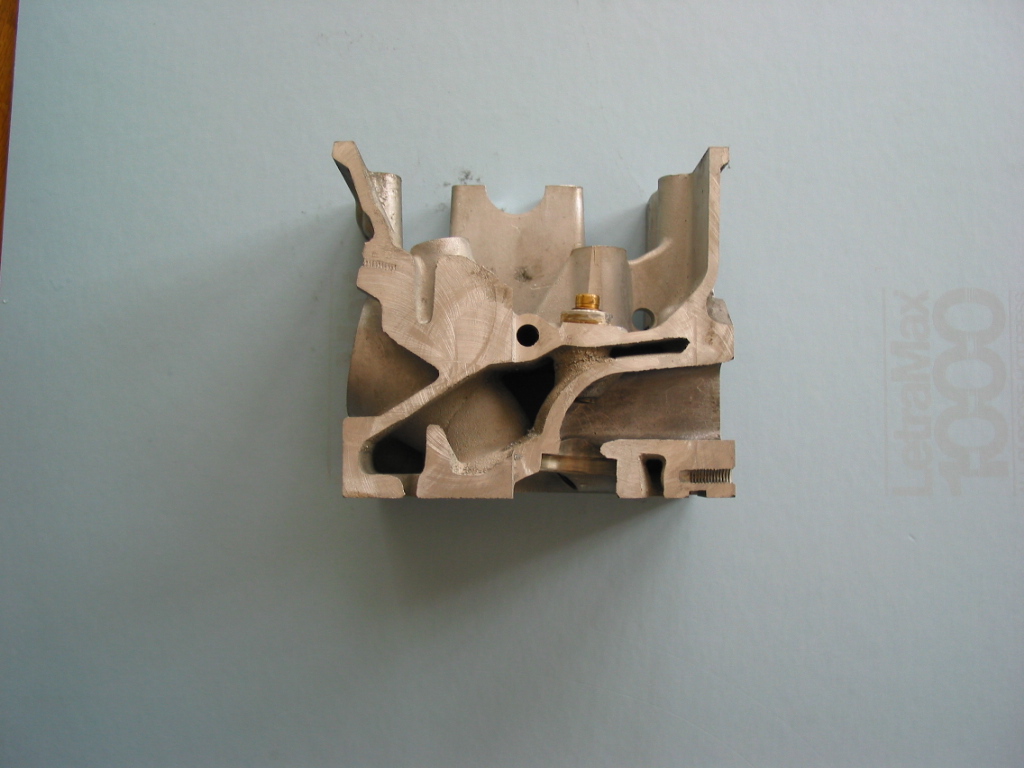
The blocks were aligned with supports in both the mains and cam-bearing housings during the welding process. Note the intricate cuts to clear critical areas.
“I chose the 302 blocks because the main bore was small,” says Baker. “If they didn’t line up after the welding, you could always bore them out and put in small-block Chevy bearings, or even go bigger with a Cleveland bearing. So, I had a couple of chances to get it right.”
Since one bank of cylinders is slightly offset from the other, mating the two blocks isn’t as simple as putting them on a bandsaw, making a couple of straight cuts and butt-welding them together. Baker carefully removed the #4 and #8 cylinders from what would be the front half of the engine, zig-zagging and “doorstepping” around the cylinders and lifter bores. For the rear half of the engine, he removed the #1 and #5 cylinders in a similar manner. Both halves were then put on a Bridgeport for final machining.
“All this cutting gave me the room to put a nice chamfer on the material and have room to get in there and weld them back together,” says Baker. “The milling didn’t invade any critical areas. I didn’t have to put any sleeves in it.”
Baker was not able to access the oil galleys at the weld, however, so he plugged those internal ends. Oil is fed to the front and rear of the galleys with direct lines after converting the lubrication system to dual-pump, dry-sump arrangement.
While welding the blocks together, Baker kept them in alignment with a crankshaft-sized mandrel in the mains and other supports in the cam journals.
“There was very little problem getting the mains to line up,” says Baker. “I only had to cut three of the seven caps to get back to size. The cam tunnel was another story.”
Turns out the rear cam-bearing housing was .015-inch lower than the front, leaving the camshaft in a downhill slope. Baker had to enlarge some of the openings to provide a straight shot for the bumpstick. Final block prep included fabricating a girdle to strengthen all seven 2-bolt mains.
Henry Velasco machined a billet 120-degree, 3.50-inch-stroke crankshaft that supports a set of 5.565-inch long Howard’s connecting rods.
“Those could have been the last set of rods Bobby Johansen ever made [before retiring],” praises Baker, noting that the rods have small-block Chevy bearings and Toyota wrist pins to hold the custom 4.090-inch Arias pistons.
“That was probably the hardest part of the entire operation,” says Baker. “It’s an odd-fire V12, so just trying to figure out where to put the lobes.”
Baker also thought of the camshaft durability when finalizing the ignition and lubrication after fabricating a unique gear drive that supports a pair of 6-cylinder distributors to ignite the 12 cylinders (1-7-5-11-3-9-6-12-2-8-4-10 firing order).
“I felt like the cam gear wouldn’t be up to the task of pulling two distributors and an oil pump,” says Baker. “I put in the dry sump to get some load off the distributor gear. I use two pumps, and the second one is pretty much just for vacuum.”
Three 1972 Cleveland cylinder heads were cut up to make the final two heads for the V12. Baker ported the finished heads and fitted them with Manley valves. The first intake manifold was fabricated from exhaust tubing and supported six Evinrude 2-barrel carbs used on outboard motors.
“I always wanted to mate those carbs to a 4-cycle engine,” he says.
Of course, the problem is that the marine carbs were designed for a 2-stroke engine that utilize a reed valve to keep the piston from pushing the air-fuel mixture back up through the intake.
“The outboards require a rich mixture because the airflow starts and stops so much,” explains Baker. “I leaned the carbs down 20 percent even before putting them on the intake. It could get it to idle and it was decent on the intermediate circuit. But when it hit the high-speed jets it was so rich the engine flooded and shut off.”
Baker is good friends with the crew at Automotive Specialists, and they let him cut up a couple NASCAR intakes and weld them together. At first Baker tried a couple of vintage Autolite inline 4V carbs that were made famous on the cross-Boss intake.
“It made a little over 500 horsepower with the inline,” says Baker. “It didn’t run as well as we thought. I think the plenum is too small for the inline.”
Baker whipped up a pair of more familiar Holley 750 carbs, built a quad set of 2-inch-diameter, 36-inch 3-into-1 headers and fine-tuned the engine to 697 horsepower at 6,900 rpm with 576 lb-ft peak torque at 5,400 rpm — all on pump gas with the engine’s 10.5:1 compression ratio.
“The only reason I built collectors to join the tubes on each side was to get the engine on the dyno,” says Baker, noting that local noise restrictions forced him to route the spent gasses into a set of mufflers. “I’m confident that hurt it some.”
Baker’s goal was to keep the entire project period correct, and that certainly took some extra work. For example, he could have easily used a crank trigger and coil-on-plug to simplify the ignition.
“Everything is ‘70s technology,” he boasts.
What kind of home does Baker have planned for this unique engine? It’ll go into a custom kit car, hopefully styled after the Ford GT40. Baker already has a transaxle from a Cadillac Eldorado, and the oil pan on the V12 was notched to clear the tranny’s third member. Baker estimates the engine will sit higher than if he used a conventional transaxle like a Hewland, but the distance between the rear bulkhead and the water pump will be similar.
“Also, there used to be a 500-cubic-inch engine on that transaxle,” adds Baker. “So, it should have plenty of guts to handle what we give it.”

I'm considering forced induction for my v12 hand built E type. Currently I'm leaning towards blower vs turbo because fabbing turbo plumbing and package space. What are your thoughts?

In reply to Motage:
If you are fantastic about fabricating nice work I suppose you could get a supercharger to work for you. Basically you'd have to figure out where to put the compressor/s? and how to plumb things to get that air into the engine.. Don't even begin to think of using the stock carb manifold.. It wanders around like a drunken snake and is a major obstruction to power creation..
I managed to stuff two little T2's into a XJS and yielded up nearly 500 horsepower very much on the cheap. (under $300 at the time) The XK-E is far more roomy and will readily accept a couple of used small turbo's plus after-coolers.. Then pump that air into the fuel injection manifold.. Use the early Fuel injection if you don't want to learn mega squirt. It has the biggest injectors to begin with. A simple FMU (About $85 new last I looked) will trick the system into adding fuel as boost goes up.. In all probability the stock old fuel pump you get from the early sedan/XJS won't be big enough. it's relatively simple to double the number of pumps to ensure you can pump enough fuel. The early V12 XK-E's had 9.0 compression pistons. Later ones went down to 7.8 which they stayed with until 1981. After that, forget it.. H.E. pistons can't be used.. I ran about 6 pounds of boost on the stock 7.8-1 pistons and they still are working fine.. You should grab the distributor from the later HE for it's more forgiving advance pattern. Don't be surprised if it's froze up.. Nobody seems to understand Jaguar V12 distributors need to be oiled. Most can be disassembled and freed up. but will require some careful checking to ensure they work properly..
Not enough aluminum tig experience for nice welds. I'm good with steel & ss. I figured I would machine up some flanges and pay someone to weldup my fabbed pieces. I'm thinking that I can squeeze a production style blower in valley? I've got a little extra room, since I've raised and widened the power lump. I will fab as headers and exhaust to route thru the rockers. The body is 16" wider than the original 67 E type 2+2. I am very much undecided blower vs turbos and have a lot of time (yrs) to sort the plan. But, I have no real turbo experience, so I hesitate. Aftermarket efi and coil on plug is a definite. I have calibration resources here in Detroit area.
Your input will help and I may be asking more questions, thank you.
In reply to Motage:
I too had someone else do my TIG welding. Fabricate what you need out of cheap plastic (plumbing) tubing. Then glue/tape things together. Then when you have the pattern worked out, order the aluminum tubing and bends and have a skilled fabricator make pieces you can be proud of.
Unlike a V8 headers really aren't that much of a benefit on a V12. It's because the V8 may have firing order in adjacent cylinders between 90 degree and 270 degrees apart. While a V12 has even firing orders 60 degrees apart. If you listen to a V8 idle you can hear the stumble. A V12 idling at the same 800 rpm will sound like it's turning 1400rpm (that's because you hear each cylinder fire)
Yes in all out race cars headers do help but they have to be real headers not just tubular exhaust.. The difference between real headers and a tubular exhaust system is;
First all pipes are exactly the same length
Second the length and tube size is based on a formula that is based on the camshaft specs.
In my V12 XK-E race car the primary pipes were 27 inches while the collectors were 22 inches (If I recall correctly). Imagine the fun of stuffing all that under the hood! (That's over 30 feet of tubing)
Turbo's can use the stock 4 pound manifolds very easily and the turbo itself is very compact.. Depending on how crazy you want to be T2's or at most T3's are all you'll need.
While to keep from over heating the air inlet charge you'll need a really big Roots type blower of about 350 cubic inches. (think 671 size) Yes you can easily change pulley sizes to spin the blower faster but that heats up the intake charge. Modern screw type chargers can be smaller but are still plenty large and bulky. They too can be spun faster but again the air gets hotter when it is compressed.
It does on turbo's as well but it's easier to pump the charge into a cooler and then into back into the engine..
Bottom line?
It is massively easier to fit turbo's into the engine compartment than fit a supercharger..
The complexity of dealing with Turbo's and fuel injection are the same as dealing with a supercharger and fuel injection..
To eliminate turbo lag simply size the turbo to your needs. If you want bottom end power stay smaller. A bigger turbo will make more horsepower than a smaller turbo but you will have to accept lag.. Lag can be overcome with closer gear ratios to keep boost up. Stock street transmissions won't work.. Syncro's cause slow shifts and the gears are too far apart. (basically they are 4 speeds with one or two overdrive gears)
Decide if you want to be a street racer from stop lite to stop light or a road racer.. If road racing is your game plan on going to a dog ring gearbox.
In reply to frenchyd:
Where and how did you intercool? Air flow through that e type grille opening is moderately limited. Fabbing headers is easy for me, lots of exp there, formulas as well. I'm wanting a showy race car look, clean, mean and spartan.
Thank you for your time, your thoughts are helping. Sometimes I can't see the forest.
Which XK-E? Series 1,2, or 3? Series 2&3 are easy. Stick the coolers behind the slightly opened up turn signals. On the series 1 put them in front of the radiator same as most cars do.. remember they only really heat up the incoming air at full boost. Plus if the car is widened that much you will have room for a giant monster radiator.
As far as headers go thirty feet of tubing will weigh more than the stock cast iron headers (which are really rather pretty). If you really want showy put 4 small turbo's (two on each side rather than just one) and the plumbing from them will look really showy. Remember Turbo's can be clocked to work at whatever angle they will fit at..
You didn't mention which engine you will be using.. If it's the normal 5.3 the early flat heads (1971-1980) have as low as 7.8 compression and will work just fine. The earliest heads also have the most power potential and were used by nearly all racers. (Yes they interchange perfectly) If it's the later H.E. (1981-1992) the compression is too high (11.5-1) and the stock heads don't make a lot of power due to shrouding of the valves. Although the distributor has a better advance curve for turbocharging) Finally the last engine (the 6.0) has the bad H.E. heads but a slightly lower compression (10.5 or 11.0-1) with a more trouble prone distributor. The earliest Fuel Injected engines have the biggest injectors and the most rudimentary computer which is easy to make work under boost.
Forget coil on plug. The extremely modest power potential gain isn't worth the massive effort required to make it work.. There is more power available in your choice of fuels.. Alcohol should be your choice.. The added octane rating (114 or 116 depending on if it's ethanol or methanol) plus extra oxygen molecules and the charge cooling effects will make a lot more horsepower.. Not to mention lower fuel costs.. Race gas required to allow really high compression/boost (where the power is) has been at least $7.00 and over $14.00 a gallon. Local alcohol prices have been around $3.00 a gallon when bought in bulk.
If you want pump gas then plan on no more than 6 PSI boost and 8.00 or less compression for the best 92 or 93 octane you can buy..

Part of me has always wanted to make a IMSA-ish GT40-type car, but instead of using the easy-but-common LS solution, I always thought a BMW-based V12 in the back would really make it special. It could be run with an aftermarket ECU to avoid engine computer issues, coupled to whatever transaxle is deemed worthy. With some light mods, it could be made into a normally-aspirated wonderful-sounding powerplant. The good thing about the BMW V12 engines is that no one uses them for anything so they're available well under $1000. Wayyyy easier than doing making your own engine, but that's just me.

kb58 wrote: Part of me has always wanted to make a IMSA-ish GT40-type car, but instead of using the easy-but-common LS solution, I always thought a BMW-based V12 in the back would really make it special. It could be run with an aftermarket ECU to avoid engine computer issues, coupled to whatever transaxle is deemed worthy. With some light mods, it could be made into a normally-aspirated wonderful-sounding powerplant. The good thing about the BMW V12 engines is that no one uses them for anything so they're available well under $1000. Wayyyy easier than doing making your own engine, but that's just me.
Not trying to push you into anything, but: http://www.ebay.co.uk/itm/BMW-V12-M70-M73-ENGINE-ADAPTER-PLATE-TO-AUDI-2-5-TDI-GEARBOX-E26-M1-TRANSAXLE-/181954320477
Unfortunately the m70 and m73 are afflicted with really poor exhaust port designs, and low compression (8.8:1 IIRC), and that limits NA power potential. You can probably get different pistons to fit, but the heads are the heads. Here is a cutaway of the exhaust port:
Some porting would help, no doubt, but that pinched angle is rough.
I actually think the m70 or m73 would make an AWESOME boosted setup.
The car I started with was a '67 Etype 2+2 rust hulk, floor detached missing engine and trans (was a 4.2auto). I have chopped the top,widened the body and fabbed a chassis and rollcage. It maintains the iconic E type style just wider. The engine I have is a 5.3l HE. Since I plan on larger bore new pistons at lower compression. Wouldn't those work? E85 is fuel I plan on running. 4 little turbos and tidy plumbing would look cool.
Definitely will use a Jag V12!
You should plan on getting rid of the heads.. Start watching either for an earlier (1971-1980) engine or just the heads.. There is real power there compared to the H.E. heads that you have.. I've bought whole engines for as little as $50. but $300-$500 is the going price.. The real bargains are engines with problems.. Don't worry if it's seized up. You're going to take it apart anyway..
Second The crankshaft on a Jaguar is massive.. So massive that it's really simple to stroke a Jaguar.. The Rod throws are 2.300inches.. Chevy 350 has rod throws of 2.10 If you have your crankshaft grinder offset the crank you can get .400 more stroke and use Chevy connecting rods.. (they need to be narrowed a bit but it's a real simple machine process). Combined with a larger bore you will be approaching 400 cubic inches..(instead of your stock 326) Much more torque and power!!!!!!!! If you really want to get silly you can look for a 1993-97 6.0 litre and do the same thing.. Now you are at 427 cubic inches. With about 6 pounds of boost you'll be in that 550 horsepower range on pump fuel..
Want one for silly cheap money? Watch the auto repair auctions.. Buy some burned out sedan for scrap metal prices and there is your short block.. Pull the engine and haul the rest to the scrap metal dealers (Toss any old junk metal you have in the trunk to offset the weight loss of the motor).. You'll have about 3000#'s or last I checked about $75.00 maybe $100 if you've got the title. The scrap metal dealers sell it to polluters for pollution credits.
Your XK-E rear end is worth about $300 while you can buy later Jag Sedan rear ends for as little as $150 The reason to go that route is two fold.. first you get rid of the troublesome little inboard disk brakes and get the much bigger outboard ones.. You can still adapt wire wheels to the outboard brakes if you want them. Otherwise they have a Chevy Bolt pattern so aftermarket wheels are cheap and readily available.
In reply to Robbie:
BMW learned from Jaguar.. In 1981 Jaguar adapted the May head (and called it their H.E. engine).. The real benefit was pollution was seriously reduced and would meet the new California requirements.. Otherwise Jaguar was going out of business.. The loss of sales in California would have killed the company..
Anyway May really didn't originate that combustion chamber shape.. GM did in the 1940's. It was called the Fireball Head.. By swirling the intake charge over the hot exhaust valve a leaner mixture would fire without the stumble common with lean mixtures.. Chevy called it their Fireball Head and that's exactly what May called it when he sold it to Jaguar..
As far as real world use, the BMW like Mercedes Benz and Jaguar before with V12's are thirsty engines. Basically 1&1/2 times a similar V8 But they have a lot of Torque at low RPM. Perfect for use in heavy sedans filled with Plump Germans and their golf clubs.. Not to mention an incredibly smooth engine due to the firing order.
Since BMW lacks the flat head option of the Jaguar power will be down unless you can find the extremely rare all out race heads they made.. That plus The BMW isn't going to be as easy and cheap to significantly increase the bore and stroke like a Jaguar..
You are right though, Turbo chargers cause those issues disappear. And since BMW doesn't have a distributor you are left with an aftermarket Computer system to develop..
I was under the impression that with forced induction, induction/exhaust layout and chamber design were much less an issue. I have located a pre HE engine but here the price is higher $650-700. Is it worth the extra cost for how much power? I'm not beyond spending the money, just want too spend wisely. Max bore size, induction mods, aftermarket cam and springs, and foolproof ecm/electronics are part of the plan. I am I being too cheap on the heads or will they provide significant power improvement with forced induction? Looking for your thoughts.
The difference in power starts out at a minus 25 for the flathead. That's due to a 7.8 compression compared to 11.5. The H.E. head was designed to meet smog emissions and as a result hurts performance.. Once you start to modify the engine power output clearly favors the earlier head..
Toss a turbo on the H.E. head and a turbo on the flathead and the H.E. even with reduced compression will run hot, blow gaskets, and burn pistons and valves.. Meanwhile the Flathead will make about 100 horsepower more, and suffer from none of the issues the H.E. does..
You want the H.E. engine because the advance profile works better under boost than the Flathead does, plus it's got either a much better transmission than the flathead does or it's that much easier to swap a manual transmission onto.. But you want the flatheads for power output and reliability. So bolt the flatheads onto the H.E. (they fit!! but you can not use the H.E. pistons). The stock springs will be tired and will not work well under boost. Get your springs from ISKY camshafts..
Dear frenchyd, how do I recognize an early head if it is on an assembeled engine?

Robbie wrote:
Looks like plenty of opportunity to port, weld, and reshape to minimize the angle. Wonder why that wasn't done from the factory?
The car I'm building is a E type Jaguar. A Jaguar v12 is my ultimate goal.
In reply to jenko:
beautiful boat
Another new reader wanting to pump frenchyd for info!
I've got a '91ish 5.3 HE which is going into a Land Rover. I don't really have much room for the aircon or power steering pumps (chassis rails too close) and will ideally be putting the alternator up in the V. How much of a problem would the lack of fuel cooling be in your experience? I had fuel vapour lock problems on a Ford v6 engined Panther many years ago and it was never really solved under warranty. My plan is to keep the supply as far from heat for as long as possible and to insulate a lot of the exposed pipework. I'm pretty sure that I'll have a fair bit more airflow around the engine than it would have had in the XJS it came from.
I'd appreciate your thoughts.
Thanks Jenko, the fuel rail still seemed to have pressure when I took it off the engine - some years after the engine was taken from the car. Certainly full of fuel. I'm changing all the flexibles while it's off.
I had a look on Demon Tweeks' website and can't find a fuel acc/damper, and a very brief look on the rest of the web wasn't much help - do you have a type in mind? Would a more elastic fuel hose not forestall any hammer back from the injectors?

jenko wrote: new inlet manifold
I may have defiled myself a little while looking at the pic and vids... It's pornography!
Jenko, can you share any info on what ECU's you used and how you wired it all up?
(MAF & sensor connections for two ECU's? 2 Crank triggers? Coilpacks?)
I'm guessing that it works like two I-6's, but would really like to hear it from the master.
I can work out the intake fab and fuel rails. Did you need to open up the ports on the heads any/much?
That whole engine set-up is a thing of beauty and I would really like to try and duplicate it!
jenko wrote: I used two delco 808 ecus and coil packs with two crank sensors 60 deg apart you are correct works like two I-6's ecu's are converted to real time programing, more info on this forum post http://pcmhacking.net/forums/viewtopic.php?f=7&t=4066 2 oxy sensors ,2 air temp ,2 coolant temp ,1 map ,1 throttle position . Needed two coolant and air temp sensor as the ecu has pull up resistors for these sensors so you can't use a common sensor. Heads were only cleaned up and polished to gasket size, crank is extremely lightened balanced and has no counter weights, con-rods are polished standard they are very robust.Pistons I had fabricated from Keith Black blanks @ 10.6:1 with valve relief and squish chamber to avoid detonation opposite spark plug ,which happens with standard piston over 350 hp, camshaft 27/67, 274 deg advertised duration, 110 lobe centre, 54deg overlap ,0.425"lift, machined from standard cam . Intake runners ,I have tried tapered and short and found same diameter as port @ 140mm gives best torque ,longer lose torque, and hp any shorter also lose but back to same at higher rpm ,see previous graph,. These are my opinions and many do it differently ,but I have been experimenting with these engine for more than 15 years for my own enjoyment and the engine is putting out a reliable 570hp.
Wow!
Thank you Jenko!![]() And thank you for the link to that excellent website.
And thank you for the link to that excellent website.
One more question, please?
What crank trigger and wheel did you use, and why?
P.S. V-12 in an Austin-Healey from earlier in this thread. (I think...) http://www.britishv8.org/Other/MartinJansen.htm
I suspect that Jenko and Martin Jansen would get along just fine.

In reply to jenko:
Rough estimate of cost of said build, please, Jenko?
jenko wrote: I used the 18 tooth and 3 tooth reluctor rings and sensor from standard vn v6 commodore engine because the sensors came with a bracket , I could mount them easily and you can buy the reluctor rings with the vn v6 harmonic balancer .Which makes it easy for spares if ever needed . Basically every fuel injection part is standard production from vn v6 commodore ,except fuel rail and injectors .
Thank you for taking the time to answer that, Jenko!
I'm going to need to do a little more homework on the pcmhacking site, but the Delco 808 solution certainly looks to be more straightforward than the megasquirt /Ford project I was working on.
Thanks again for sharing what you know! I must now go off and learn ECU programmering.
In reply to jenko: I'm curious why you removed the counterweights? that must of either taken a lot of time or cost a lot?
You'll need to log in to post.




















